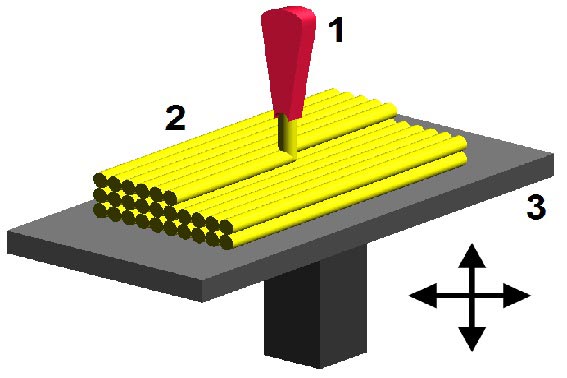
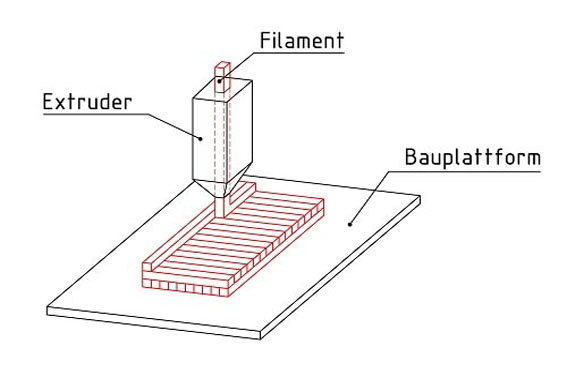
FDM/FFF 3D-Druckverfahren dient zum schichtweisen Aufbau von 3D-Bauteilen mithilfe von schmelzfähigem Kunststoff. Thermoplastischer Kunststoff wie z.B. PLA, ABS, PETG, ASA wird im Extruder aufgeschmolzen und in Schichten ab 0,06mm aufgetragen. Dieses Verfahren ist geeignet für das erstellen von preiswerten Modellen und Funktionsteilen mit unterschiedlichen Geometrien.
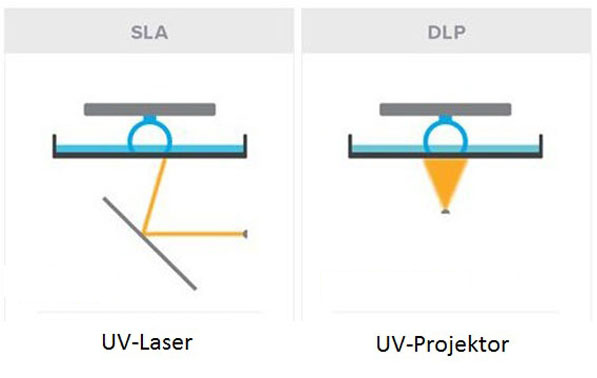
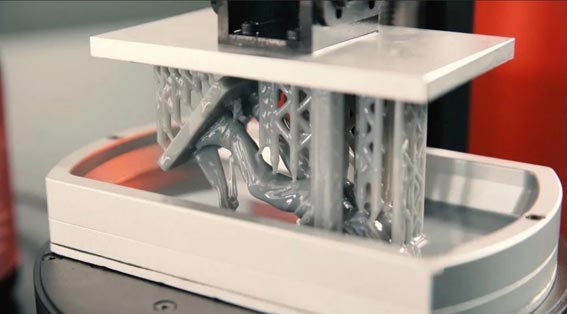
Die Stereolithographie, bekannt als SLA, war die erste 3D-Drucktechnologie, die 1986 vom Amerikaner Chuck Hull erfunden wurde. Dieses Verfahren basiert auf der Photopolymerisation von UV-empfindlichen Harzen mithilfe eines Lasers. Das hat seitdem neue Techniken inspiriert, darunter Digital Light Processing (DLP), welche einen Videoprojektor anstelle eines Lasers, oder die LCD-Technologie, die einen LCD-Bildschirm als UV-Lichtquelle verwendet, mit dem Ziel, den Druckprozess zu beschleunigen.
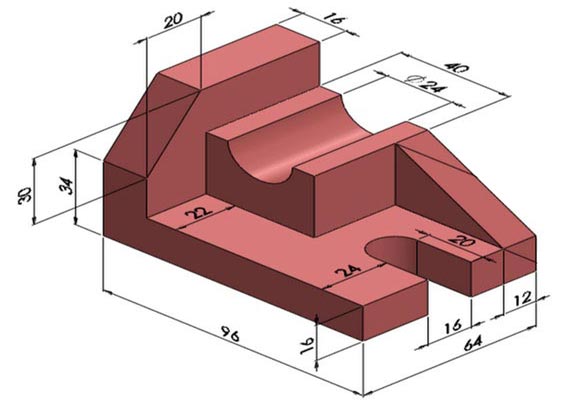
CAD ist das Akronym für Computer Aided Design. Software-Anwendungen zum Entwerfen, Konstruieren und Präsentieren von Konstruktionszeichnungen und Karten, sowohl für 2D- als auch 3D-Modelle.
CAD dient dem Erzeugen von digitalen Konstruktionsmodellen unterschiedlicher Ausprägung, welche die Informationen bereitstellen, aus denen das gewünschte Produkt hergestellt werden kann.
FDM/FFF 3D-Druckverfahren dient zum schichtweisen Aufbau von 3D-Bauteilen mithilfe von schmelzfähigem Kunststoff. Thermoplastischer Kunststoff wie z.B. PLA, ABS, PETG, ASA wird im Extruder aufgeschmolzen und in Schichten ab 0,06mm aufgetragen. Dieses Verfahren ist geeignet für das erstellen von preiswerten Modellen und Funktionsteilen mit unterschiedlichen Geometrien.
Die Stereolithographie, bekannt als SLA, war die erste 3D-Drucktechnologie, die 1986 vom Amerikaner Chuck Hull erfunden wurde. Dieses Verfahren basiert auf der Photopolymerisation von UV-empfindlichen Harzen mithilfe eines Lasers. Das hat seitdem neue Techniken inspiriert, darunter Digital Light Processing (DLP), welche einen Videoprojektor anstelle eines Lasers, oder die LCD-Technologie, die einen LCD-Bildschirm als UV-Lichtquelle verwendet, mit dem Ziel, den Druckprozess zu beschleunigen.
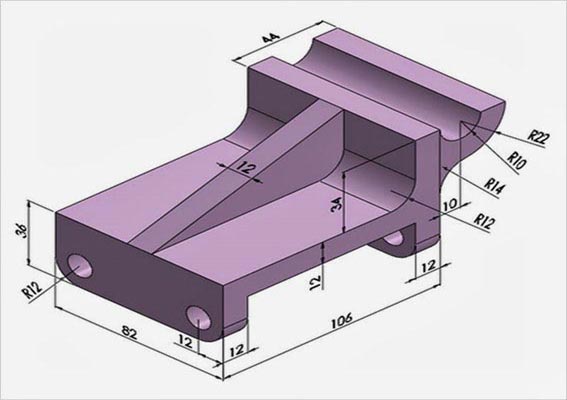
CAD ist das Akronym für Computer Aided Design. Software-Anwendungen zum Entwerfen, Konstruieren und Präsentieren von Konstruktionszeichnungen und Karten, sowohl für 2D- als auch 3D-Modelle.
CAD dient dem Erzeugen von digitalen Konstruktionsmodellen unterschiedlicher Ausprägung, welche die Informationen bereitstellen, aus denen das gewünschte Produkt hergestellt werden kann.
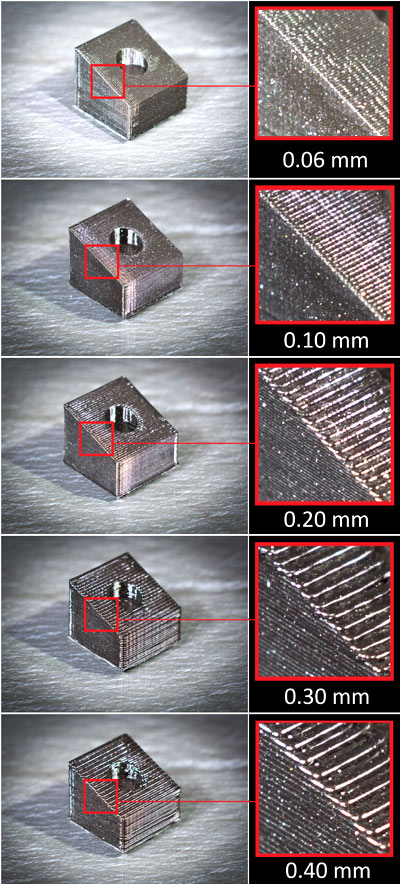
Layer height (Schichtdicke): Hier entscheiden Sie, wie hoch die einzelnen Schichten gedruckt werden müssen. Eine optimale Höhe beträgt 0.2 mm. Dünnere Schichten sind gut für filigrane Dinge, bei denen alle Details erkennbar sind. Je feinere Schichten desto höher deren Anzahl und desto länger die Druckzeit.
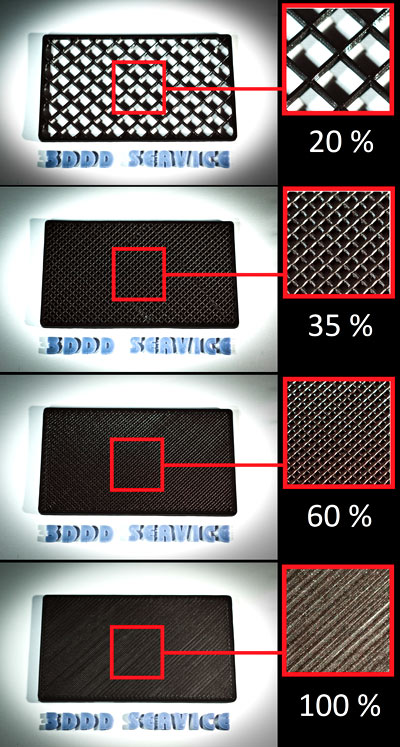
Fill Density (Füllung): Hier entscheiden Sie, wie stark das Objekt gefüllt werden muss.
Nach unseren Erfahrungen reichen meistens 20-35% Füllung. Wenn etwas besonders stabil sein soll, wählen Sie 60%. Wenn ein Objekt mit 100% Füllung bedruckt wird, ist es auf der Innenseite vollflächig.
Bei Konstruktionen wo man die Abmessungen genau einhalten muss, wäre es von Vorteil die Werte über 35% zu wählen. Je höher der Prozentsatz der Füllung, desto stärker und schwerer wird das Objekt und desto mehr Filament wird zum Drucken benötigt.
Layer height (Schichtdicke): Hier entscheiden Sie, wie hoch die einzelnen Schichten gedruckt werden müssen. Eine optimale Höhe beträgt 0.2 mm. Dünnere Schichten sind gut für filigrane Dinge, bei denen alle Details erkennbar sind. Je feinere Schichten desto höher deren Anzahl und desto länger die Druckzeit.
Fill Density (Füllung): Hier entscheiden Sie, wie stark das Objekt gefüllt werden muss.
Nach unseren Erfahrungen reichen meistens 20-35% Füllung. Wenn etwas besonders stabil sein soll, wählen Sie 60%. Wenn ein Objekt mit 100% Füllung bedruckt wird, ist es auf der Innenseite vollflächig.
Bei Konstruktionen wo man die Abmessungen genau einhalten muss, wäre es von Vorteil die Werte über 35% zu wählen. Je höher der Prozentsatz der Füllung, desto stärker und schwerer wird das Objekt und desto mehr Filament wird zum Drucken benötigt.

ABS-Filament oder Acrylnitril-Butadien-Styrol ist ein kostengünstiges Material und ist aufgrund seiner guten mechanischen Eigenschaften immer noch sehr beliebt. Dieses Material ist bekannt für seine Zähigkeit und Schlagfestigkeit, so dass langlebige 3D-gedruckte Objekte für hohe Nutzung und Verschleiß geeignet sind. Darüber hinaus eignet sich ABS für Anwendungen bei höheren Temperaturen.
Dieses Material hat jedoch auch so seine Tücken: schweres Verziehen (Materialverwerfung oder Warping Effekt), benötigt wesentlich mehr Strom für die Beheizung des Druckbettes und des Druckgehäuses, und neigt dazu zu schrumpfen, was zu Maßungenauigkeiten führt.
Erweichungstemperatur 110-125 °C
Festigkeit: 2/3
Steifigkeit: 2/3
Haltbarkeit: 2/3
Flammbarkeit: 1/3
Witterungsbeständigkeit: 3/3
Chemische Beständigkeit: 1/3
Oberflächenqualität: 2/3
PLA-Filament oder Polylactic-Acid ist ein umweltfreundliches Druckmaterial. Dieser Biokunststoff wird aus Maisstärke und landwirtschaftlichen Abfallstoffen wie Molke gewonnen. PLA hat gute mechanische Eigenschaften (hohe Oberflächenhärte, Steifigkeit und Zugfestigkeit) aber lässt sich kaum nachbearbeiten.

Außerdem besitzt PLA nur eine mäßige Schlagfestigkeit, Temperatur – und Witterungsbeständigkeit. Es ist davon abzuraten, für thermisch intensive Anwendungen oder im äußeren Bereich PLA-Materialien zu verwenden, weil PLA ab ca. 65° weich werden kann.
PLA ist acetonbeständig, was eine Nachbearbeitung damit ausschließt. Bohren und Ähnliches ist mit Vorsicht anzugehen.
Erweichungstemperatur 65-75 °C
Festigkeit: 3/3
Steifigkeit: 3/3
Haltbarkeit: 1/3
Flammbarkeit: 3/3
Witterungsbeständigkeit: 1/3
Chemische Beständigkeit: 1/3
Oberflächenqualität: 3/3
Polyethylenterephthalat mit Glykol ist für seine glatte Oberflächenbeschaffenheit und Wasserbeständigkeit bekannt. Es handelt sich um ein chemikalien-beständiges und schwer entflammbares Material mit guter Schlagzähigkeit. Neben der hohen Widerstandsfähigkeit und den guten mechanischen Eigenschaften ist dieses Material recycelbar.
PETG hat aber mäßige Überbrückungseigenschaften, desweiteren kann es durch Fadenziehen dünne „Haare“ auf der Oberfläche erzeugen, was die Nachbearbeitungszeit/Kosten erhöht.
Durch mehrere Experimente wurde festgestellt, dass das Material gegen Schwingungen und Vibrationen nicht dauerhaft beständig ist.

Erweichungstemperatur 70-80 °C
Festigkeit: 3/3
Steifigkeit: 1/3
Haltbarkeit: 2/3
Flammbarkeit: 3/3
Witterungsbeständigkeit: 2/3
Chemische Beständigkeit: 2/3
Oberflächenqualität: 2/3
ABS-Filament oder Acrylnitril-Butadien-Styrol ist ein kostengünstiges Material und ist aufgrund seiner guten mechanischen Eigenschaften immer noch sehr beliebt. Dieses Material ist bekannt für seine Zähigkeit und Schlagfestigkeit, so dass langlebige 3D-gedruckte Objekte für hohe Nutzung und Verschleiß geeignet sind. Darüber hinaus eignet sich ABS für Anwendungen bei höheren Temperaturen.
Dieses Material hat jedoch auch so seine Tücken: schweres Verziehen (Materialverwerfung oder Warping Effekt), benötigt wesentlich mehr Strom für die Beheizung des Druckbettes und des Druckgehäuses, und neigt dazu zu schrumpfen, was zu Maßungenauigkeiten führt.
Erweichungstemperatur 110-125 °C
Festigkeit: 2/3
Steifigkeit: 2/3
Haltbarkeit: 2/3
Flammbarkeit: 1/3
Witterungsbeständigkeit: 3/3
Chemische Beständigkeit: 1/3
Oberflächenqualität: 2/3
PLA-Filament oder Polylactic-Acid ist ein umweltfreundliches Druckmaterial. Dieser Biokunststoff wird aus Maisstärke und landwirtschaftlichen Abfallstoffen wie Molke gewonnen. PLA hat gute mechanische Eigenschaften (hohe Oberflächenhärte, Steifigkeit und Zugfestigkeit) aber lässt sich kaum nachbearbeiten.
Außerdem besitzt PLA nur eine mäßige Schlagfestigkeit, Temperatur – und Witterungsbeständigkeit. Es ist davon abzuraten, für thermisch intensive Anwendungen oder im äußeren Bereich PLA-Materialien zu verwenden, weil PLA ab ca. 65° weich werden kann.
PLA ist acetonbeständig, was eine Nachbearbeitung damit ausschließt. Bohren und Ähnliches ist mit Vorsicht anzugehen.
Erweichungstemperatur 65-75 °C
Festigkeit: 3/3
Steifigkeit: 3/3
Haltbarkeit: 1/3
Flammbarkeit: 3/3
Witterungsbeständigkeit: 1/3
Chemische Beständigkeit: 1/3
Oberflächenqualität: 3/3
Polyethylenterephthalat mit Glykol ist für seine glatte Oberflächenbeschaffenheit und Wasserbeständigkeit bekannt. Es handelt sich um ein chemikalien-beständiges und schwer entflammbares Material mit guter Schlagzähigkeit. Neben der hohen Widerstandsfähigkeit und den guten mechanischen Eigenschaften ist dieses Material recycelbar.
PETG hat aber mäßige Überbrückungseigenschaften, desweiteren kann es durch Fadenziehen dünne „Haare“ auf der Oberfläche erzeugen, was die Nachbearbeitungszeit/Kosten erhöht.
Durch mehrere Experimente wurde festgestellt, dass das Material gegen Schwingungen und Vibrationen nicht dauerhaft beständig ist.
Erweichungstemperatur 70-80 °C
Festigkeit: 3/3
Steifigkeit: 1/3
Haltbarkeit: 2/3
Flammbarkeit: 3/3
Witterungsbeständigkeit: 2/3
Chemische Beständigkeit: 2/3
Oberflächenqualität: 2/3
Bei der DLP-SLA-Technologie wird ein zähflüssiges Harz-Material mittels eines Projektors (DLP) oder eines Lasers (SLA) schichtweise ausgehärtet. Dadurch wird ein deutlich genaueres Druckbild und eine höhere Auflösung ermöglicht. Hierdurch können Schichtdicken von bis 0,01 mm erreicht werden, sodass jedes gedruckte Objekt fast wie aus einem Guss aussieht. Die Farbauswahl an Resin ist zwar deutlich geringer als bei FDM aber mechanische Eigenschaften und Stabilität sind dem ABS ähnlich.
Zu beachten ist allerdings, dass die damit gefertigten Objekte nicht unbedingt starkem Licht oder größeren Temperaturveränderungen ausgesetzt werden sollen.


Festigkeit: 2/3
Haltbarkeit: 2/3
Witterungsbeständigkeit: 1/3
Steifigkeit: 3/3
Flammbarkeit: 1/3
Chemische Beständigkeit: 2/3
Oberflächenqualität: 3/3
TPU-Filamente sind thermoplastische Werkstoffe, bei denen elastische Polymerketten in thermoplastisches Material eingebunden sind. Diese können als weicher technischer Kunststoff oder als Ersatz für Hartgummi verwendet werden. Mechanische Eigenschaften sind weichen Gummimaterialen sehr ähnlich (sowohl hohe Dehnung und Zugfestigkeit als auch gute Öl- und Fettbeständigkeit). Hinzu kommt noch hohe Abriebfestigkeit und Schlagfestigkeit.
Obwohl TPU-Materialien sich bei Raumtemperatur wie klassische Elastomere verhalten, jedoch beim Erhitzen verformbar werden.

Festigkeit: 3/3
Haltbarkeit: 2/3
Witterungsbeständigkeit: 2/3
Steifigkeit: 0/3
Flammbarkeit: 1/3
Chemische Beständigkeit: 3/3
Oberflächenqualität: 1/3
Bei der DLP-SLA-Technologie wird ein zähflüssiges Harz-Material mittels eines Projektors (DLP) oder eines Lasers (SLA) schichtweise ausgehärtet. Dadurch wird ein deutlich genaueres Druckbild und eine höhere Auflösung ermöglicht. Hierdurch können Schichtdicken von bis 0,01 mm erreicht werden, sodass jedes gedruckte Objekt fast wie aus einem Guss aussieht. Die Farbauswahl an Resin ist zwar deutlich geringer als bei FDM aber mechanische Eigenschaften und Stabilität sind dem ABS ähnlich.
Zu beachten ist allerdings, dass die damit gefertigten Objekte nicht unbedingt starkem Licht oder größeren Temperaturveränderungen ausgesetzt werden sollen.
Festigkeit: 2/3
Haltbarkeit: 2/3
Witterungsbeständigkeit: 1/3
Steifigkeit: 3/3
Flammbarkeit: 1/3
Chemische Beständigkeit: 2/3
Oberflächenqualität: 3/3
TPU-Filamente sind thermoplastische Werkstoffe, bei denen elastische Polymerketten in thermoplastisches Material eingebunden sind. Diese können als weicher technischer Kunststoff oder als Ersatz für Hartgummi verwendet werden. Mechanische Eigenschaften sind weichen Gummimaterialen sehr ähnlich (sowohl hohe Dehnung und Zugfestigkeit als auch gute Öl- und Fettbeständigkeit). Hinzu kommt noch hohe Abriebfestigkeit und Schlagfestigkeit.
Obwohl TPU-Materialien sich bei Raumtemperatur wie klassische Elastomere verhalten, jedoch beim Erhitzen verformbar werden.
Festigkeit: 3/3
Haltbarkeit: 2/3
Witterungsbeständigkeit: 2/3
Steifigkeit: 0/3
Flammbarkeit: 1/3
Chemische Beständigkeit: 3/3
Oberflächenqualität: 1/3
Reverse Engineering ist der Prozess, um eine Kopie eines Objekts nach einem bereits vorhandenen Muster zu erstellen, das die gleichen Form- und Größeneigenschaften aufweist.
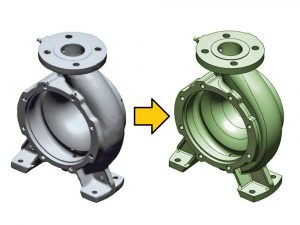
Diese Methode wird in der Regel für Objekte verwendet, die eine sehr komplexe Form, beschädigte oder fehlende Strukturelemente haben. Die Verwendung konventioneller Methoden zur erstellen eines CAD-Modells ist in diesem Fall unpraktisch. Reverse Engineering ermöglicht es Ihnen, nicht nur das endgültige Modell des Objekts zu erhalten, sondern impliziert auch die Möglichkeit der Neuerstellung der Konstruktionsunterlagen, sodass in Zukunft ein ähnliches Produkt serienmäßig hergestellt werden kann.
Um die technischen Parameter der Konstruktion zu verbessern, ist es bei Bedarf auch möglich, Änderungen an den Modellen vorzunehmen, die auf der Grundlage des Reverse Engineering erstellt wurden. In der Regel handelt es sich um kleine Konstruktionsänderungen. Dies ist beispielsweise das Hinzufügen oder Verschieben von Verstärkungsrippen, das Ändern von Toleranzfeldern oder das Ändern von Verrundungsradius usw.
Der große Vorteil der Parametrischen Flächenrückführung ist die Möglichkeit ein parametrisches/solides Volumenmodell (STEP) zu erhalten, das in jeder CAD-Software editiert werden kann.
Reverse Engineering ist der Prozess, um eine Kopie eines Objekts nach einem bereits vorhandenen Muster zu erstellen, das die gleichen Form- und Größeneigenschaften aufweist.
Diese Methode wird in der Regel für Objekte verwendet, die eine sehr komplexe Form, beschädigte oder fehlende Strukturelemente haben. Die Verwendung konventioneller Methoden zur erstellen eines CAD-Modells ist in diesem Fall unpraktisch. Reverse Engineering ermöglicht es Ihnen, nicht nur das endgültige Modell des Objekts zu erhalten, sondern impliziert auch die Möglichkeit der Neuerstellung der Konstruktionsunterlagen, sodass in Zukunft ein ähnliches Produkt serienmäßig hergestellt werden kann.
Um die technischen Parameter der Konstruktion zu verbessern, ist es bei Bedarf auch möglich, Änderungen an den Modellen vorzunehmen, die auf der Grundlage des Reverse Engineering erstellt wurden. In der Regel handelt es sich um kleine Konstruktionsänderungen. Dies ist beispielsweise das Hinzufügen oder Verschieben von Verstärkungsrippen, das Ändern von Toleranzfeldern oder das Ändern von Verrundungsradius usw.
Der große Vorteil der Parametrischen Flächenrückführung ist die Möglichkeit ein parametrisches/solides Volumenmodell (STEP) zu erhalten, das in jeder CAD-Software editiert werden kann.